

ラダープログラムのカウンタは、入力条件がONした回数をPLC内部で加算して、設定値に達すると接点が動作するデバイスです。
カウンタの使い方
カウンタは、入力条件が立ち上がり(OFF→ON)のタイミングで現在値を加算します。
次のコイルは、「c0 k3」または「out c0 k3」を入力すると回路を作成できます。「C0」はアドレス0のカウンタを指定し、「K3」=「3回」が設定値です。
この回路は、接点「X0」がONすると、カウンタ「C0」が+1だけ加算されます。接点「X0」のONが継続しても、カウンタ「C0」の現在値は変化しません。
接点「X0」がOFF→ONを繰り返し、カウンタ「C0」の設定値「K3」と現在値が同じになると、接点「C0」がONになります。

カウンタの接点OFFと現在値の0クリアはRST命令で行うことができます。
次の例は、接点「X1」がONすると、RST命令でカウンタ「C0」の接点がOFFし、現在値が0になります。

カウンタの例
カウンタのラダープログラム例をご紹介します。
ラダープログラム
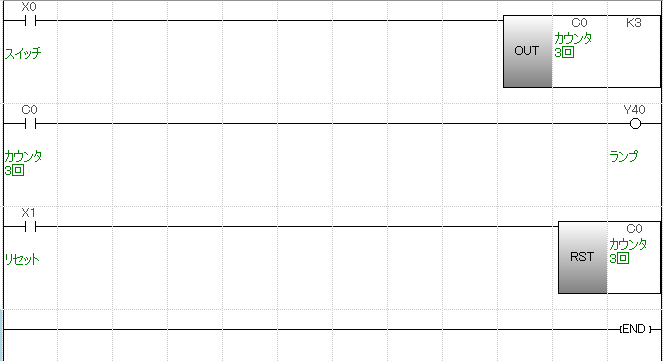
【動作】
1.接点「X0」をONすると、コイル「C0」が+1加算されます。
2.接点「X0」をOFF→ONを繰り返すと、コイル「C0」の現在値が3になり、接点「C0」がONになります。
3.接点「C0」がONになり、コイル「Y10」がONになります。
4.接点「X0」をOFF→ONを追加で繰り返しても、コイル「C0」の現在値が3より増加しません。
5.接点「X1」をONすると、リセット命令で「C0」がリセットし、接点「C0」もOFFになります。
動作確認
あなたをプロにすることを約束します。

アルチテックのインターンシップはハイレベル。
現役のシステムエンジニアがマンツーマン指導
市場価値が高い産業系システムエンジニアを目指そう!